Для выполнения операций отделки щитовых деталей предназначены несколько видов линий (табл. 93), которые составляются из агрегатов и связываются единой системой управления Линии включают также устройства для разборки штабелей, подачи, перемещения деталей и укладки их в штабель.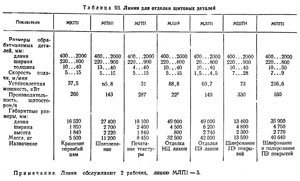
Линия МКП2 предназначена для поверхностного крашения пластей щитовых деталей красящими составами типа поренбейц. На ней выполняют очистку поверхности от пыли, крашение на вальцовом станке, терморадиационную сушку покрытия.
Линию МПН1 применяют для нанесения на необлицованные щитовые детали из ДСП шпатлевки (для подготовки поверхности под последующее печатание текстуры). На линии выполняют следующие операции: при первом проходе — очистку поверхности от пыли, нанесение вальцами сплошного слоя полиэфирной шпатлевки, ультрафиолетовую сушку покрытия, его охлаждение; при втором проходе — очистку от пыли, нанесение шпатлевки, отверждение, охлаждение и шлифование покрытия на широко ленточном станке.
Линия МГП1 используется для нанесения на шпатлеванную поверхность щита текстурной печати. Операции, выполняемые ра линии: очистка поверхности от пыли; нанесение вальцами фонового грунта; сушка грунта в терморадиационной сушилке; нанесение текстуры на вальцовом печатном станке.
Линия МЛН1 применяется для отделки щитовых деталей нитроцеллюлозными лаками. Операции, выполняемые на линии: удаление пыли с поверхности щитов; терморадиационный нагрев поверхности; грунтование на вальцовом станке; выдержка в камере нормализации; шлифование на виброшлифовальном станке; повторный нагрев в терморадиационной камере; нанесение лака на лаконаливной машине; выдержка в камере нормализации; сушка в секционной сушильной камере; переворачивание щита кантователем и подача его в начало линии для повторного нанесения лака.
Камеры фотохимической (ультрафиолетовой) сушки применяют для отверждения лакокрасочных материалов ультрафиолетовой сушкой. Для сушки шпатлевки в линиях печатания текстуры (МПН) используют камеру МПН1.03. По конструкции камеры представляют собой туннель с конвейером в нижней части и с блоками ультрафиолетовых ламп, размещенными над туннелем.
Техническая характеристика камеры МПН1.03 ультрафиолетовой сушки
Размеры обрабатываемых деталей, мм:
длина .................................. 400...2000
ширина………………......... 220.. .900
толщина………………......... 10... 40
Скорость подачи, м/мин…...... 5... 15
Установленная мощность, кВт………….. 15,6
Источник ультрафиолетового излучения……………. лампы ДРТ-4000
Габаритные размеры, мм:
длина........... 4200
ширина ........ 1500
высота........... 2210
Масса, кг........... 1140
Камеры радиационно-химического отверждения на базе ускорителя электронов «Электрон-Ш» эффективно применяют в массовом производстве для отверждения покрытий.
Техническая характеристика установки радиационно-химического отверждения покрытий на базе ускорителя «Электрон-Ш»
Максимальные размеры обрабатываемых деталей, мм:
длина .......................1500
ширина……………100
толщина ……………50
Скорость подачи, м/мин….......... 0,3...20
Расстояние от поверхности детали до ускорителя, мм……. 150.. .350
Сила тока пучка, мА ………....... 10
Энергия пучка, кэВ...................... 700
Доза излучения кДж/кг............... 20...80
Установка фирмы «Химмен» контактного нагрева поверхности и сушки покрытий оборудована тремя парами валов (каландром), которые нагреваются термомаслом до 180°С, Давление на поверхность покрытия 0,4...0,5 МПа, время контакта валов с поверхностью 0,3 с. Мощность нагрева 12... 15 кВт. Детали с подсушенным покрытием проходят между парами валков.
Для новых высокопроизводительных линий применяют оборудование с проходом двух потоков деталей, имеющее просвет 1400 мм.
 Оборудование для сушки (отверждения) лакокрасочного покрытия делится на следующие виды: конвективные установки с воздействием на покрытие нагретым воздухом; терморадиационные установки с нагревом покрытия (или подложки) инфракрасным излучением; термоконтактные установки с нагревом покрытия в контакте с нагретым валом каландра или плитой пресса; установки с нагревом покрытия в поле токов ВЧ; установки с отверждением покрытия под воздействием ультрафиолетового излучения; установки с отверждением покрытия ускоренными электронами.
Оборудование для сушки (отверждения) лакокрасочного покрытия делится на следующие виды: конвективные установки с воздействием на покрытие нагретым воздухом; терморадиационные установки с нагревом покрытия (или подложки) инфракрасным излучением; термоконтактные установки с нагревом покрытия в контакте с нагретым валом каландра или плитой пресса; установки с нагревом покрытия в поле токов ВЧ; установки с отверждением покрытия под воздействием ультрафиолетового излучения; установки с отверждением покрытия ускоренными электронами.
Сушильные установки бывают периодического действия (тупиковые) и непрерывного действия (проходные). Установки периодического действия используются редко. Наиболее распространены проходные установки — камеры, которые входят в состав отделочных линий.
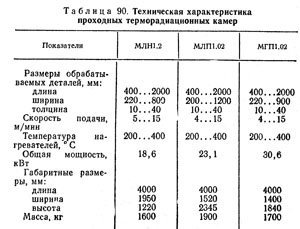
Терморадиационные камеры (табл. 90) используют для подогрева поверхности щитов перед отделкой и для сушки нанесенных покрытий. Камеры такого назначения с инфракрасным нагревом ТЭНами установлены в линиях для отделки нитроцеллюлозными лаками (МЛН) и полиэфирными лаками (МЛП) горячей сушки.
В линиях текстурной печати фоновый грунт высушивается в терморадиационной сушилке МГП1.02. 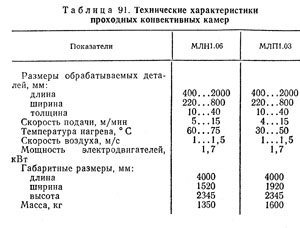 Камеры представляют собой туннель, в котором размещены инфракрасные нагреватели с ТЭНами и проходит конвейер для перемещения деталей.
Камеры представляют собой туннель, в котором размещены инфракрасные нагреватели с ТЭНами и проходит конвейер для перемещения деталей.
Конвективные сушильные камеры и камеры выдержки проходного типа установлены в линиях отделки нитролаками (МЛН) и линиях отделки полиэфирными лаками (МЛП). Камеры представляют собой туннель, в котором вентиляторами перемещается нагретый воздух и проходит конвейер для передвижения деталей.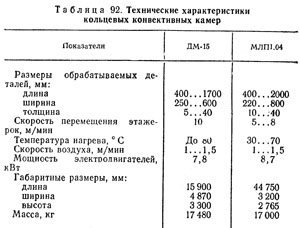
Конвективные сушильные камеры кольцевого типа используют как отдельно стоящие типа ДМ-15, так и в составе отделочных линий типа МЛП (табл. 92). В этих линиях по кольцевому конвейеру внутри обогреваемого туннеля перемещаются этажерки, на которых уложены высушиваемые детали.