Автоматическую линию фирмы «Има - Клессмат типа АВМ применяют для односторонней обработки и облицовывания профильных кромок по способу «софтформинг». Линия включает агрегаты для фрезерования, шлифования, облицовывания, снятия свесов облицовки по длине и толщине шита, шлифования кромок (облицованных шпоном). Агрегат облицовывания снабжен сменным блоком с роликами, устанавливаемыми для прикатки материала на профильную поверхность.
Техническая характеристика линии фирмы «Има-Клессман» для облицовывания по способу «софтформинг»
Размеры обрабатываемых деталей, мм:
минимальная длина . ...... 150
ширина .......... 110... 2500
толщина.......... 10... 45
Минимальная ширина кромочного материала, мм 14
Скорость подачи, м/мин . . . . . . . 18...20
Установленная мощность, кВт . . . . . 11,5
Габаритные размеры, мм:
длина............ 10000
ширина.......... …1600... 3000
высота........... 1480
Линии фирмы «Стефани» принципиально не отличаются от линий фирмы «Има-Клессмаи».
Линия фирмы «Дюсполь» для облицовывания заготовок стенок ящика имеет в своем составе агрегаты: для очистки от пыли, нанесения клея, сушки клея, накладывания на погонаж заранее подготовленных коробчатого вида облицовок, для прикатывания облицовок. Детали окутываются облицовкой со всех сторон.
Техническая характеристика линии фирмы «Дюсполь» для облицовывания заготовок стенок ящиков
Размеры обрабатываемой детали, мм:
минимальная длина ………….. 600
ширина………....50.. .400
толщина...............10...30
Скорость подачи, м/мин ………….7...30
Установленная мощность, кВт………. 50
Габаритные размеры, мм:
Длина ………........ 20 000
Ширина…………...4000
высота......................4000
Масса, кг………….7000
 Автоматические линии для облицовывания кромок и погонажных деталей
Автоматические линии для облицовывания кромок и погонажных деталей
Автоматические линии для облицовывания кромок щитов и профильных погонажных деталей включают агрегаты для облицовывания, а также агрегаты для формирования и подготовки облицовываемой поверхности. Агрегаты встраивают в линию и объединяют общим управляющим блоком.
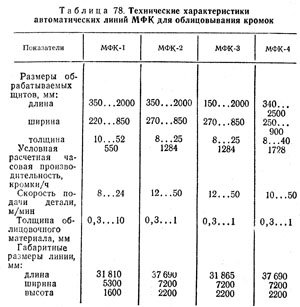
Автоматические линии типа МФК для облицовывания четырех кромок щита основаны на использовании станков для облицовывания двух кромок щитов. Например, станок МФК2.01 служит для обработки кромок по ширине щита, станок МФК2.02—для обработки кромок по длине щита. Станки состоят из нескольких агрегатов: пильный — для обрезки ширины в размер (с припуском); фрезерный —- для чистовой обработки кромок, подготовки и нанесения клея, подачи и прижима облицовочного материала; фасочный — для снятия свесов и облицовочного материала и образования фасок; шлифовальные — для шлифования кромок облицовок и пластей облицовок из шпона; отрезающий— для отсекания облицовочного материала; подачи — для перемещения детали; прижима — для прижима щитов к подающему конвейеру и др.
Линию МФК-1 применяют для облицовывания шпоном и деревянными рейками. Линии МФК-2, МФК-3 и МФК-4 используют для облицовывания шпоном и рулонным материалом. Линии МФК-3 и МФК-4 имеют устройство для выборки четверти, линия МФК-4 оборудована микропроцессором (табл. 78).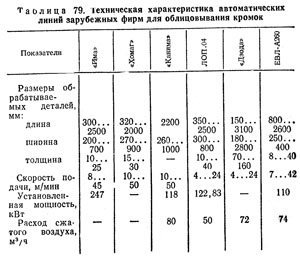
В состав каждой линии входят: питатель ПЩВТ00В, станки для обработки кромок МФК2.01, МФК2.02, поворотные устрой ства, укладчик щитов УЩВ 100В. Каждую линию обслуживают по четыре рабочих.
Для облицовывания четырех кромок щита используют также автоматические линии зарубежных фирм, скомпонованные из двух станков для облицовывания двух кромок (табл. 79).