Для приклеивания облицовок холодным способом используют однопролетные восьмисекционные прессы АП082М без обогрева плит. В широком пролете пресса зажимается под давлением стопа облицовываемых деталей (пакет).
Техническая характеристика гидравлического восьмисекционного пресса АП082М
Размеры облицовываемых щитовых деталей, длина .........350…..2000
Ширина…………………………….350…..600
высота ............................................10…25
Рабочая поверхность прессования каждой секции,мм………..1100х650
Годовая производительность, тыс. щитов ……………….1500
Высота стопы облицовываемых щитов, мм……………….800
Усилие прессования каждой плиты, Н …………………….250
Удельное давление склеивания, МПа……………………..0,5
Количество гидроцилиндров, шт…………………………..8
Габаритные размеры, мм:
длина............................2210
ширина……………….3800
высота ..........................2500
Масса пресса, кг..........4400
Пресс имеет две станины — правую и левую, обслуживаемые одним гидроагрегатом. На каждой станине установлены стол, четыре прижимных плиты, гидропанель, четыре гидроцилиндра.
Стопы щитов, предназначены для склеивания, укладывают на стапели, затем перемещаются на передвижную тележку, с которой по роликам опорного стола передвигаются под середину прижимной плиты пресса. По таблице давления определяют необходимое давление прессования, величину которого затем устанавливают на электроконтактном манометре. Таким же образом загружают вторую, третью, четвертую и т. д. стопы под соответствующие плиты. По истечении предусмотренного времени прессования плиты поднимаются, стопы выкатываются из пресса и начинается новый цикл загрузки.
Валковые прессы используют в линиях каширования. Рулонный облицовочный материал прижимается валами. Прессы с холодными валами применяют для прикатки обицовок давлением 10...12 кН/м. Прессы с горячими валами (130...220°С) прессуют облицовываемую поверхность давлением 30... 150 кН/м вала.
Ленточные прессы фирмы «Химмен» посредством прижимных устройств создают давление 0,3...2 МПа перемещающихся металлических лент на облицовываемые поверхности. Нагревательными устройствами на лентах поддерживается температура по зонам 170...220 °С.
Облицовочные прессы, оборудованные плитами, валками и лентами
Многопролетные прессы типа П-713А применяют для облицовывания щитовых деталей. Пакеты деталей с верхними и нижними металлическими прокладками укладывают в продеты пресса.
Техническая характеристика пресса П-713А
Число пролетов...................................... 10
Расстояние между плитами, мм 80
Размеры плит, мм.................................. 2000x1300x45
Максимальная температура нагрева плит,°С........... 160
Давление пара, МПа...... 0,6
Габаритные размеры, мм:
длина......................................... 5500
ширина …………………….... 4100
высота……………………....... 2250
Масса, кг.............................. 19 800
 Станина десятипролетного гидравлического пресса П713А представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойками.
Станина десятипролетного гидравлического пресса П713А представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойками.
К верхней траверсе прикреплена винтами неподвижная плита, в нижней вмонтированы четыре рабочих цилиндра, плунжеры которых несут на себе подвижный стол с уложенной на него нижней прессующей плитой. Прессующие плиты опираются на ступенчатые гребенки, закрепленные на станине, что обеспечивает постоянное расстояние между плитами.
Гидропривод размещен на уровне пола. Он состоит из бака, на крышке которого смонтированы шестеренные насосы низкого давления с электродвигателями. Поршневой насос высокого давления расположен в приямке. В качестве рабочей жидкости использовано минеральное масло. Вместимость бака 500 л.
Плиты пресса обогреваются паром под давлением 0,6 МПа до температуры 160°С. Пар подводится к плитам через коллектор и шарнирные трубы. Заданная температура плит поддерживается редукционным клапаном, сохраняющим постоянное давление пара.
Для измерения температуры в верхней плите установлен термобаллон, соединенный капиллярной трубкой с дистанционным электроконтактным термометром.
В паропроводе имеется вентиль для присоединения к водопроводу для охлаждения плит пресса.
Пресс снабжен столом для загрузки и столом для выгрузки облицованных щитов. Столы расположены с обеих сторон пресса. Они приводятся в движение гидравлическими цилиндрами и с помощью одного из насосов низкого давления, установленных на масляном баке.
На панели пульта управления расположены электроконтактные термометр и манометр, а также реле времени, которым определяется время выдержки деталей под давлением, кнопки и рукоятки управления.
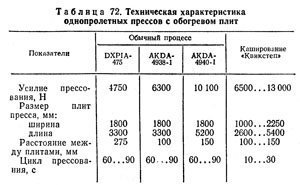
Однопролетные прессы используют в составе комплексов и линий для облицовывания. Для облицовывания деталей мебели шпоном, пленками на основе пропитанных бумаг, полимерными пленками применяют однопролетные прессы с обогревом плит. Для обычного облицовывания используют прессы с усилием 4700...10 000 Н и циклом прессования 60...90 с, для линий термокаширования по методу «Квикстеп» — прессы с усилием 6500... 13 000 Н и циклом 10...30 с (табл. 72).
Нижние клеенаносящий и дозирующий валы установлены стационарно в подшипниках, на стойках станины.
Втулки подшипников цапф дозирующих валов эксцентричны. Их можно поворачивать, регулируя зазор между дозирующими и клеенаносящими, валами с погрешностью до 0,03 мм. Таким образом, изменяют количество подаваемого клея и толщину клеевого слоя. Оба клеенаносящих вала обрезинены. На поверхности резины нарезаны винтовые канавки трапецеидального сечения: на верхнем валу — левого направления, на нижнем — правого. Дозирующие валы стальные хромированные, с гладкой поверхностью.
Клеенаносящие валы приводятся в движение мотор-редуктором через передачи, предназначенные для получения различных скоростей подачи деталей.
Дозирующие валы вращаются в направлении, обратном вращению клеенаносящих валов. Обгонные муфты служат для отсоединения валов от привода при поворачивании их вручную во время промывки, а также для выравнивания окружных скоростей клеенаносящего и дозирующего валов при их соприкосновении, что предотвращает износ резиновой обкладки клеенаносящего вала.
Вручную валы поворачивают рукояткой, надеваемой на квадратные концы цапф клеенаносящих валов.
В привод валов включены две дополнительные звездочки, предназначенные для отбора мощности. Эти звездочки могут быть использованы для подключения к станкам механизмов подачи и приема щитов.
Клей насосом подается из поддона в клеевые ванны, расположенные между соприкасающимися клеенаносящими и дозирующими валами.
Уровень клея в ваннах поддерживается постоянным.
Для охлаждения или подогрева клея поддон оборудован рубашкой, в которую в зависимости от вида клея пропускают холодную или горячую воду.