 Линия МЛП1 предназначена для отделки щитовых деталей полиэфирными лаками. На линии производятся следующие операции: удаление пыли с поверхности щитов; при отделке беспарафиновыми лаками в камере — предварительный нагрев поверхности щитов; первое нанесение лака наливом на лаконаливной машине; желатинизация в камерах; второе нанесение лака на лаконаливной машине; желатинизация в камере; укладка щитов на этажерки (вручную).; окончательная сушка щитов на этажерках, перемещаемых в сушильной камере.
Линия МЛП1 предназначена для отделки щитовых деталей полиэфирными лаками. На линии производятся следующие операции: удаление пыли с поверхности щитов; при отделке беспарафиновыми лаками в камере — предварительный нагрев поверхности щитов; первое нанесение лака наливом на лаконаливной машине; желатинизация в камерах; второе нанесение лака на лаконаливной машине; желатинизация в камере; укладка щитов на этажерки (вручную).; окончательная сушка щитов на этажерках, перемещаемых в сушильной камере.
Линия МШП4 применяется для шлифования полиэфирных покрытий на мебельных щитах. На линии щиты подают питателем, шлифуют на ленточно-шлифовалыюм станке и укладывают в стопу укладчиком.
Линию МПП2 используют для облагораживания лакокрасочных покрытий. На линии поверхности щитов шлифуют на узколенточных станках, полируют на четырех шестибарабанных станках и глянцуют.
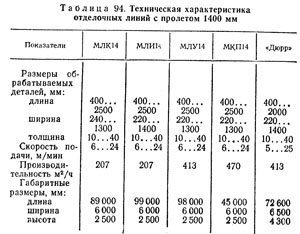
Перечисленные линии имеют ширину прохода для деталей 800...900 мм и пропускают один поток деталей. Для улучшения использования оборудования и производственных площадей начали выпускать отделочное оборудование новой серии с шириной прохода 1400 мм для прохода двух потоков деталей (табл. 94):
линия МЛК.4 — с конвективной сушкой отделочных покрытий;
линия МЛИ14 — с инфракрасной сушкой отделочных покрытий;
линия МЛУ14 — с ультрафиолетовой сушкой отделочных покрытий;
линия МКП14 — для крашения пластей.
На основе агрегатных видов оборудования, входящих в эти линии, создают отделочные линии с набором агрегатов в соответствии с технологией отделки. Отделочные линии оборудованы манипуляторами: МУЗ-4 — для загрузки; МУР-4 — для разгрузки.
Применяют также отделочную линию фирмы «Дюрр» с ультрафиолетовой сушкой и с наибольшей шириной обработки 1400 мм.
Для выполнения операций отделки щитовых деталей предназначены несколько видов линий (табл. 93), которые составляются из агрегатов и связываются единой системой управления Линии включают также устройства для разборки штабелей, подачи, перемещения деталей и укладки их в штабель.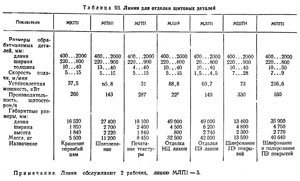
Линия МКП2 предназначена для поверхностного крашения пластей щитовых деталей красящими составами типа поренбейц. На ней выполняют очистку поверхности от пыли, крашение на вальцовом станке, терморадиационную сушку покрытия.
Линию МПН1 применяют для нанесения на необлицованные щитовые детали из ДСП шпатлевки (для подготовки поверхности под последующее печатание текстуры). На линии выполняют следующие операции: при первом проходе — очистку поверхности от пыли, нанесение вальцами сплошного слоя полиэфирной шпатлевки, ультрафиолетовую сушку покрытия, его охлаждение; при втором проходе — очистку от пыли, нанесение шпатлевки, отверждение, охлаждение и шлифование покрытия на широко ленточном станке.
Линия МГП1 используется для нанесения на шпатлеванную поверхность щита текстурной печати. Операции, выполняемые ра линии: очистка поверхности от пыли; нанесение вальцами фонового грунта; сушка грунта в терморадиационной сушилке; нанесение текстуры на вальцовом печатном станке.
Линия МЛН1 применяется для отделки щитовых деталей нитроцеллюлозными лаками. Операции, выполняемые на линии: удаление пыли с поверхности щитов; терморадиационный нагрев поверхности; грунтование на вальцовом станке; выдержка в камере нормализации; шлифование на виброшлифовальном станке; повторный нагрев в терморадиационной камере; нанесение лака на лаконаливной машине; выдержка в камере нормализации; сушка в секционной сушильной камере; переворачивание щита кантователем и подача его в начало линии для повторного нанесения лака.
Камеры фотохимической (ультрафиолетовой) сушки применяют для отверждения лакокрасочных материалов ультрафиолетовой сушкой. Для сушки шпатлевки в линиях печатания текстуры (МПН) используют камеру МПН1.03. По конструкции камеры представляют собой туннель с конвейером в нижней части и с блоками ультрафиолетовых ламп, размещенными над туннелем.
Техническая характеристика камеры МПН1.03 ультрафиолетовой сушки
Размеры обрабатываемых деталей, мм:
длина .................................. 400...2000
ширина………………......... 220.. .900
толщина………………......... 10... 40
Скорость подачи, м/мин…...... 5... 15
Установленная мощность, кВт………….. 15,6
Источник ультрафиолетового излучения……………. лампы ДРТ-4000
Габаритные размеры, мм:
длина........... 4200
ширина ........ 1500
высота........... 2210
Масса, кг........... 1140
Камеры радиационно-химического отверждения на базе ускорителя электронов «Электрон-Ш» эффективно применяют в массовом производстве для отверждения покрытий.
Техническая характеристика установки радиационно-химического отверждения покрытий на базе ускорителя «Электрон-Ш»
Максимальные размеры обрабатываемых деталей, мм:
длина .......................1500
ширина……………100
толщина ……………50
Скорость подачи, м/мин….......... 0,3...20
Расстояние от поверхности детали до ускорителя, мм……. 150.. .350
Сила тока пучка, мА ………....... 10
Энергия пучка, кэВ...................... 700
Доза излучения кДж/кг............... 20...80
Установка фирмы «Химмен» контактного нагрева поверхности и сушки покрытий оборудована тремя парами валов (каландром), которые нагреваются термомаслом до 180°С, Давление на поверхность покрытия 0,4...0,5 МПа, время контакта валов с поверхностью 0,3 с. Мощность нагрева 12... 15 кВт. Детали с подсушенным покрытием проходят между парами валков.
Для новых высокопроизводительных линий применяют оборудование с проходом двух потоков деталей, имеющее просвет 1400 мм.